10分钟让你迅速了解10大类工装夹具设计要点

文章图片

文章图片

文章图片

文章图片
文章图片

文章图片

文章图片

文章图片

文章图片
一、定位元件
产品在工装中的定位 , 是通过产品上的定位基准表面与工装上定位元件的工作表面接触或配合来实现的 , 这里按定位元件的定位方式来分 。
1、固定定位元件
这种定位在装上工装后 , 一般不再拆卸和调节 。
2、可调定位元件(在工装上 , 定位点位置可以调节的定位元件)
3、浮动定位元件是指在产品在定位的过程中 , 其定位点的位置可以随产品定位基准面位置的变换而自动与之相适应 。 下图所示为两点式浮动定位元件 。 浮动定位元件可以与产品有两点或两点以上的接触 , 实际上只有一个固定支承点在起作用 , 只限制产品的一个自由度 。
4、辅助定位元件(用来提高产品放入工装的稳定性 , 而不起主要定位作用)下图所示 , 三个固定定位元件为主定位元件 , 由于产品结构原因 , 产品在放入工装时存在红色圈内部分向下倾斜 , 导致装配不稳定 , 故增加了一个辅助定位元件 。
二、夹模(用产品外形定位装夹的工具)
设计要点:1、此类夹模主要用于虎钳上 , 其长度可以根据需要截取;
2、夹模上可以设计其他辅助定位装置 , 一般采用焊接方式连接夹模;
3、上图为简图 , 模腔结构尺寸由具体情况确定;
4、在动模上的适当位置紧配直径12的定位销 , 定模相应位置的定位孔滑动配合定位销;
5、装配型腔在设计时需在无收缩的毛坯图档的外形面基础上偏移放大0.1mm 。
三、钻孔、铣面工装
设计要点:
【10分钟让你迅速了解10大类工装夹具设计要点】1、如有必要 , 可在固定芯及其固定板上设计一些辅助定位装置;
2、上图为结构简图 , 实际情况需根据产品结构做相应设计;
3、汽缸根据产品大小和加工时受力情况而定 。
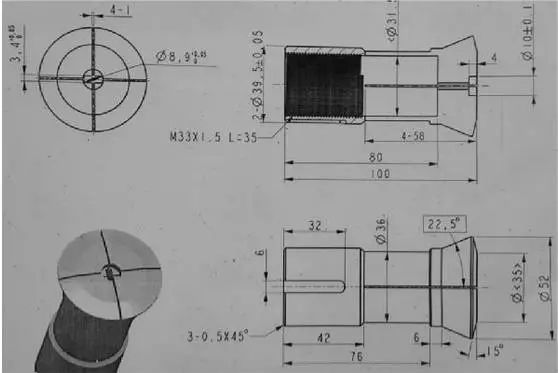
四、数控、仪表夹头
▲ 内束夹头
设计要点:
1、上图未标识尺寸依据实际产品的内孔尺寸结构而定;
2、与产品内孔定位接触的外圆在制作时需留单边0.5mm的余量 , 最后装到数控机床上在精车到尺寸 , 防止淬火过程导致的变形和偏心;
- 做完月子后如何减肥呢6个减肥秘诀让你迅速瘦身
- 抗老的3食物让你健康活百岁
- 买时“肉疼”,用着“真香”!这5个家居小物件,让你幸福感倍增
- 月经期间可以做郑多燕减肥操么10分钟的骨盆瘦腰?
- 装修过来人含泪整理:装修中极少人注意的4个细节,让你少走弯路
- 让金毛狗狗迅速长胖的饲养方式
- 美人迟暮,让你想起了谁?
- 160㎡轻奢北欧风设计简约与浪漫空间,让你尽情地享受精致生活
- 如何和狗迅速创建情感获得他们的信赖
- 小狗的这几类个人行为传递了什么意思?陪你迅速了解小狗念头
特别声明:本站内容均来自网友提供或互联网,仅供参考,请勿用于商业和其他非法用途。如果侵犯了您的权益请与我们联系,我们将在24小时内删除。