|冲压模具翻孔预冲孔的计算设计学习,值得收藏

文章图片
文章图片

文章图片
文章图片
文章图片
文章图片

文章图片
文章图片
文章图片

文章图片

文章图片

文章图片
一、序言
翻孔是利用模具把板料的孔缘翻成竖边的冲压加工方法 。 翻孔主要用于制造出与其他零件的装配部位 , 或者是为了提高零件的刚度而加工出特定的形状 。 和用这种方法可以加工形状较为复杂、且具有良好刚度和合理空间形状的立体零件 。 所以在冲压生产中应用较广尤其在汽车、拖拉机等领域应用更为普遍
二、翻孔的变形分析
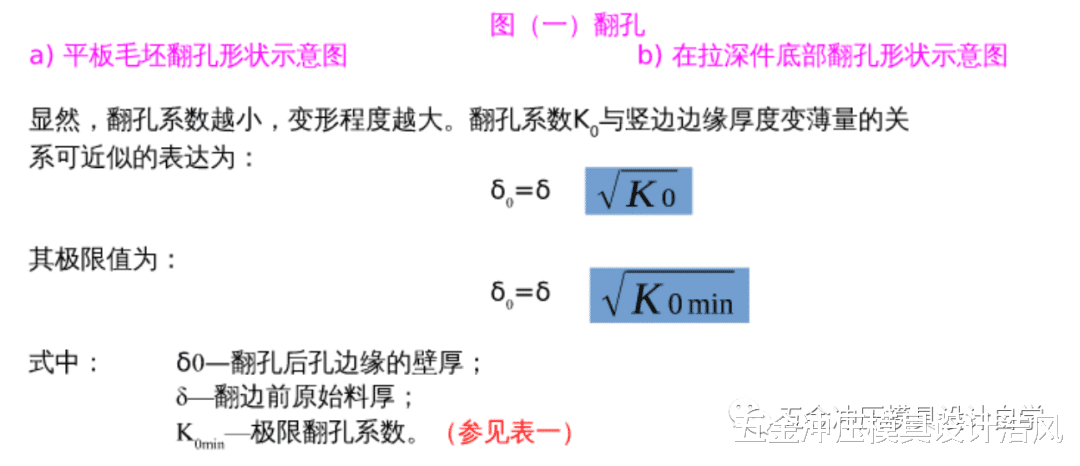
翻孔的主要变形是变形区内材料受切向和径向拉伸 , 愈接近预冲孔边缘变形愈大 。 因此 , 翻孔的失败往往是边缘拉裂 , 但是拉裂与否主要取决于拉伸变形的大小 。 翻孔的变形程度 , 一般用坯料预冲孔直径d与翻孔后的平均直径D(材料中性层直径)的比值K表示 , 称为翻孔系数 , 即
可见 , 翻孔系数越小 , 坯料边缘变薄越严重 。 当翻孔系数减小到使孔的边缘濒于拉裂时(见图二) , 这种极限状态下的翻孔系数就称为极限翻孔系数 。 下表给出了一些常见材料的翻孔系数和极限翻孔系数 。
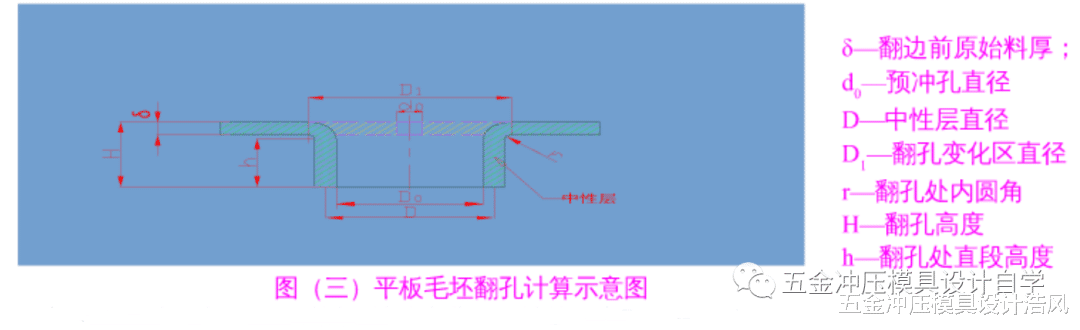
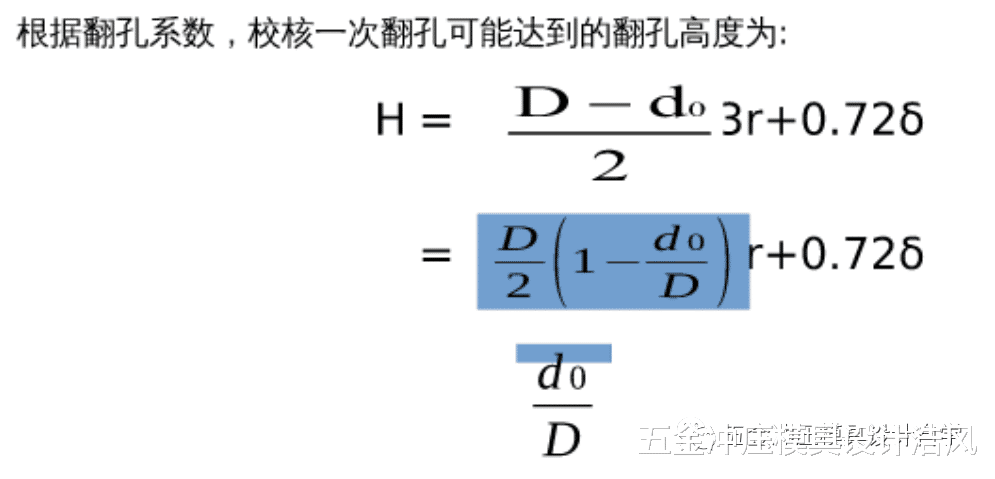
三、平板毛坯翻孔的工艺计算
【|冲压模具翻孔预冲孔的计算设计学习,值得收藏】翻孔的毛坯计算是利用板料中性层长度不变的原则近似地进行预冲孔直径大小和翻边高度的计算 。
当翻孔高度要求较高 , 用平板毛坯不能直接翻出所要的高度时 , 可采用加热翻孔、多次翻孔(以后各次的翻孔 , 其K值应增大15%-20%)或拉深后冲底孔再翻孔的工艺方法 。 当然 , 翻孔高度也不能过小(一般H>15r) 。 如果H过小 , 翻孔后回弹严重 , 直径和高度尺寸误差大 。 在工艺上 , 一般采用加热翻孔或增加翻孔高度 , 然后再切除的方法 。
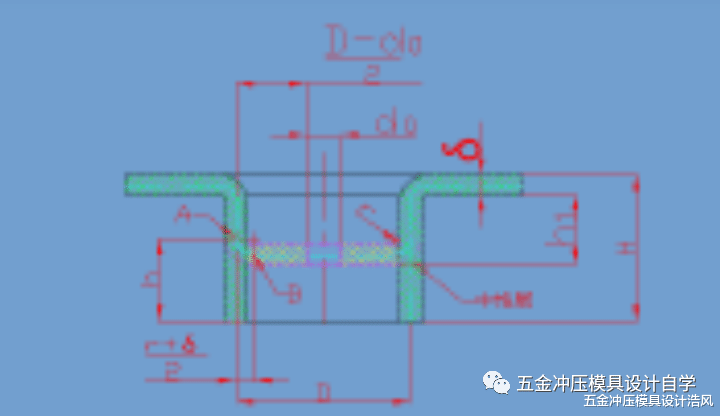
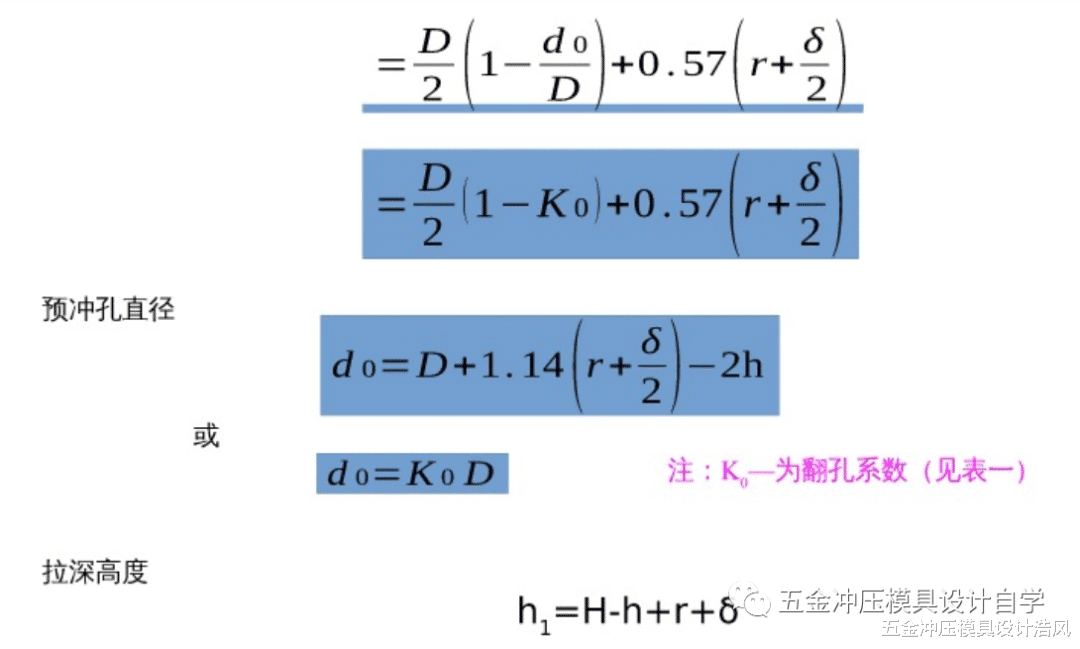
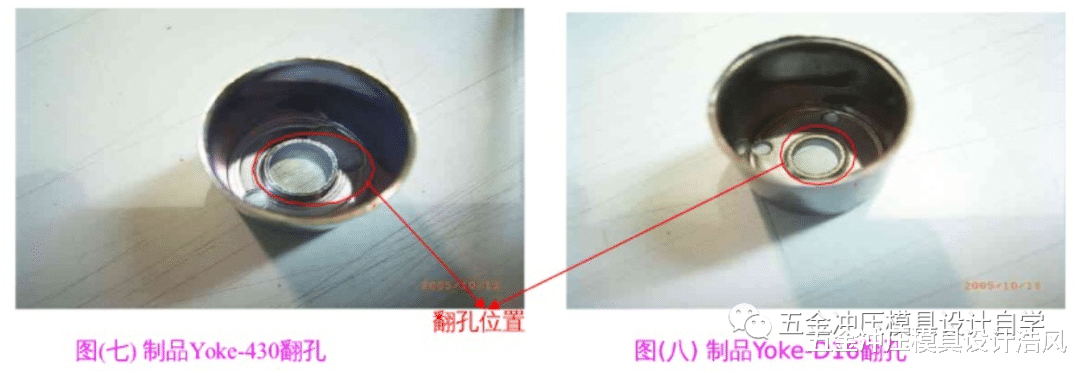
四、在拉深件底部翻孔的工艺方法计算
在拉深件底部翻孔 , 这是一种常用的冲压方法 。 当翻孔高度较高 , 一次翻孔难以达到要求时可将平板毛坯先进行拉深再在拉深件底部冲孔后再翻孔 。 其工艺计算过程是先计算允许翻孔高度h , 然后按零件的要求高度H及h确定拉深高度h , 及预冲孔直径d.
特别声明:本站内容均来自网友提供或互联网,仅供参考,请勿用于商业和其他非法用途。如果侵犯了您的权益请与我们联系,我们将在24小时内删除。