不锈钢10Cr17与碳钢Q235的电弧焊工艺
----不锈钢10Cr17与碳钢Q235的电弧焊工艺//----
10Cr17铁素体型不锈钢与Q235碳钢的电弧焊工艺是这样的:
一 , 焊接接头形式和坡口的选择
这两种钢焊接结构的焊接接头尽量采用对接接头焊缝形式避免采用T形接头 。 通常采用V形坡口其坡口尺寸如图所示 。 由于铁素体型不锈钢液体金属的流动性比奥氏体型不锈钢差为了保证充分焊透坡口间隙要大一些通常为2~2.5mm 。
二 , 焊接方法的选择
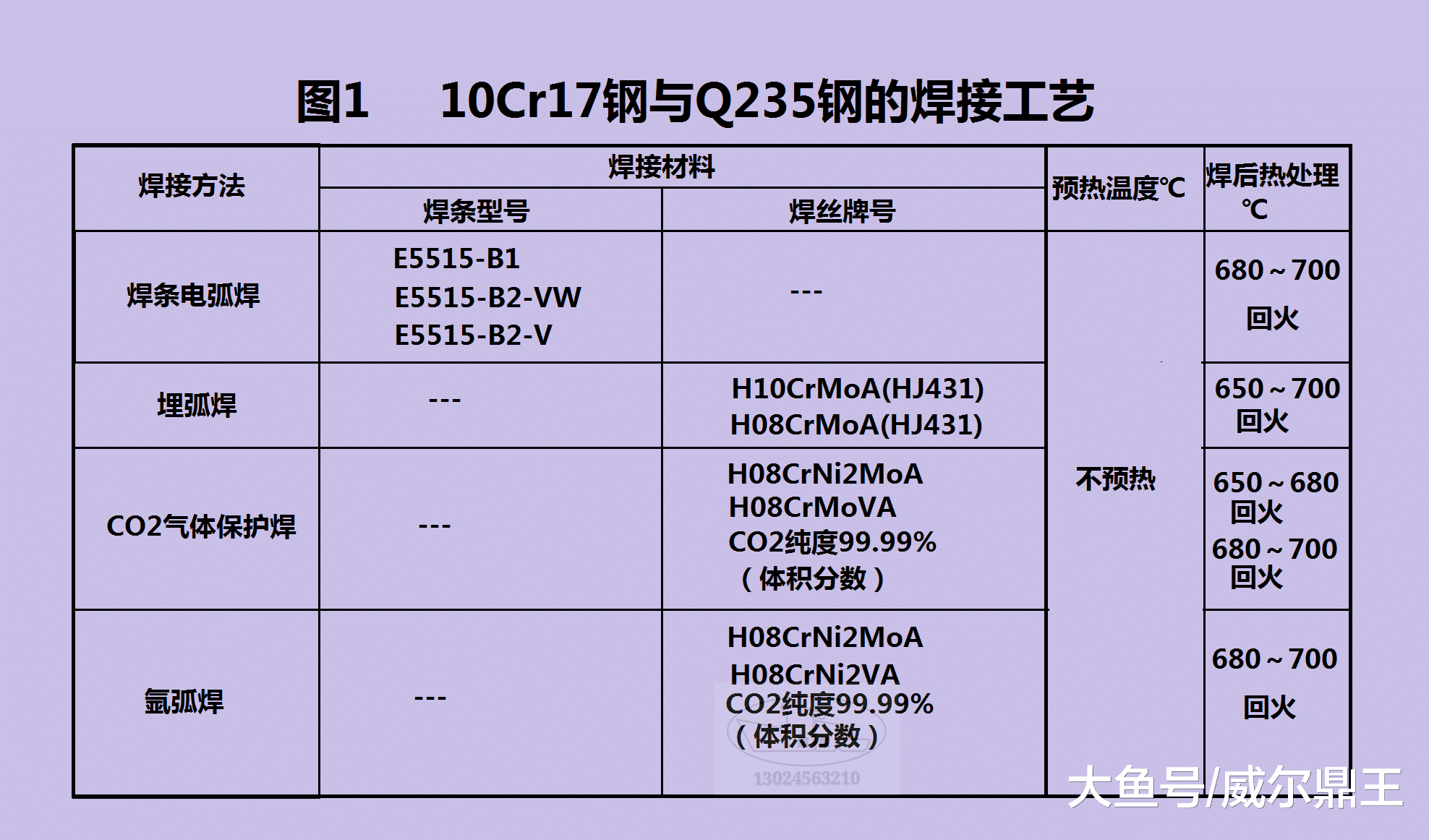
这两种钢的焊接方法可采用焊条电弧焊、埋弧焊、CO2气体保护焊和氩弧焊等其焊接材料、焊前预热和焊后热处理参数的选择见图1 。
三 , 焊接工艺
铁素体型不锈钢与碳钢焊接时为了防止铁素体不锈钢焊缝一侧晶粒粗大产生脆化和裂纹在焊接工艺上应采取下列措施:
1)选用小的热输入小的焊接电流在保证焊接接头质量的前提下用较快的焊接速度 。
2)采用短弧焊电弧稍倾向碳钢母材金属侧使两母材金属受热均匀一致 。
3)多层焊待前一层焊缝冷却到室温后再焊下一道焊缝 。
4)焊后进行缓冷 。
总之 , 不管用什么方法焊接 , 只要做到焊缝熔合良好 , 按上述工艺施焊可获得满意的焊接接头 。
特别声明:本站内容均来自网友提供或互联网,仅供参考,请勿用于商业和其他非法用途。如果侵犯了您的权益请与我们联系,我们将在24小时内删除。